
面议

面议

面议
面议
面议

面议


| 品牌鼎琳石材 | 有效期至长期有效 | 最后更新2026-07-06 01:37 |
| 浏览次数1014 |

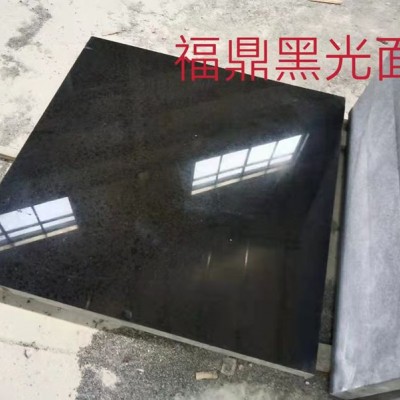
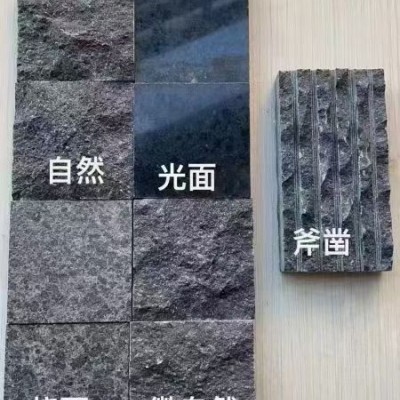
芝麻黑花岗岩因其质地坚硬、色泽均匀(深灰底色带细小黑点)、耐候性好等特点,广泛应用于建筑装饰领域。其中,芝麻黑花岗岩小方块(小规格块材)和弧形板(异形板材)是两类常见加工产品,主要用于地面、墙面、装饰线条或弧形结构(如圆柱、弧形墙面)等场景。以下从加工工艺、技术要点及注意事项等方面展开说明: 一、芝麻黑花岗岩小方块加工 芝麻黑小方块通常指边长为50-300mm的立方体或矩形块材,多用于拼花地面、台阶踏步、装饰边框或小型景观构件。其加工流程主要包括: 1. 原料选择与预处理 选用芝麻黑花岗岩荒料,需确保无裂纹、色差均匀,避免加工后出现崩边或色斑。 荒料经锯切(框架锯或圆盘锯)成大板(厚度根据需求,如20-50mm),或直接切割成小方块毛坯。 2. 切割成型 使用桥式切机或数控切机,按设计尺寸(如100×100×30mm)精确切割,控制切割速度(避免高温崩边)和锯片精度(金刚石锯片需锋利)。 小方块若需倒角(如45°斜边),需通过倒角机或手动磨边完成。 3. 表面处理 根据需求选择抛光(达到镜面效果)、火烧(防滑粗面)、荔枝面(凹凸纹理)或机切面(自然毛面)。 抛光需用树脂磨盘逐步细化(从300目到3000目),确保表面光泽均匀;火烧则通过燃气火焰枪快速灼烧表面,形成粗糙质感。 4. 尺寸校验与包装 用游标卡尺、靠尺检测边长、对角线偏差(≤0.5mm),确保拼接严丝合缝。 软包或泡沫护角包装,避免运输磕碰。 二、芝麻黑花岗岩弧形板异形加工 弧形板是指需弯曲成一定曲率(如R=1000mm-5000mm)的板材,常见于弧形墙面、旋转楼梯扶手、圆柱装饰等场景。其加工难度高于平面板材,核心技术在于“曲面成型”。 1. 加工工艺分类 热弯加工: 适用于厚度较薄(≤30mm)的板材。将石材加热至软化温度(约800-1000℃),通过模具(钢模或耐火砖模)压制弯曲,冷却后定型。 优点:可加工大曲率弧形板;缺点:需高温设备,能耗高,易因冷却不均导致内部应力开裂。 冷弯加工: 利用机械压力逐步弯曲板材。通过专用冷弯机(如液压滚弯机),在板材背面开槽(减少阻力)或铺设纤维网增强韧性,缓慢施压至目标弧度。 优点:无需加热,成本低;缺点:仅适用于较薄(≤20mm)、小曲率(R≥2000mm)的板材,易出现隐裂。 数控切割成型: 对于复杂弧形(如波浪形或多段弧),采用CNC水刀切割或五轴数控铣床,直接按设计路径切割出弧形轮廓,再打磨抛光。 优点:精度高,可加工任意曲线;缺点:材料损耗大(需预留切割余量),成本较高。 2. 关键技术与注意事项 石材性能适配:芝麻黑花岗岩硬度高(莫氏硬度6-7),韧性较低,冷弯时需控制应变速率,避免脆性断裂;热弯需确保加热均匀(可用红外测温监控)。 模具精度:热弯模具需与目标弧度一致(误差≤0.5mm),材质建议用45#钢或铸铁,避免变形。 层间加固:若弧形板需拼接(如圆柱拼花),背面需涂环氧树脂胶并加纤维网,防止层裂。 打磨抛光:弧形板边缘需用仿形机或手动磨块沿弧度打磨,确保手感顺滑,无棱角;表面抛光需沿弧面方向操作,避免局部过抛或漏抛。 三、质量控制与应用场景 小方块:重点检测尺寸精度(±0.3mm)、表面平整度(≤0.2mm/2m)、对角线差(≤0.5mm),适用于拼花、台阶、路沿石等对齐度要求高的场景。 弧形板:核心指标是曲率偏差(≤1‰)、表面弧度均匀性(用样板尺检测贴合度≥95%),以及无隐裂、崩边,多用于高端酒店、商场的弧形墙面或景观圆柱。 总结 芝麻黑花岗岩小方块和弧形板的加工均需结合材料特性(高硬度、低韧性)选择工艺:小方块侧重切割与表面处理的精度;弧形板则需突破曲面成型技术(热弯/冷弯/数控切割),并严格控制应力与裂纹。实际加工中,建议根据项目需求(弧度、厚度、成本)选择合适工艺,并由经验丰富的石材厂完成,以确保成品质量。


面议

面议

面议
面议

面议

面议

面议

面议

面议

面议
 客服热线:
客服热线:












 企业资料通过139石材网认证
企业资料通过139石材网认证 
&tel=13850390912&work=18060372265&email=&org=鼎琳石材厂&adr=福建省宁德市福鼎白琳金山工业区&url=http://flsc.stone139.com/)
 [第10年] 指数:7
[第10年] 指数:7